CNC tokarski stroj za dijamantno rezanje AWR25 za popravak aluminijskih naplataka i obnovu naplataka
Specifikacija stroja za popravak aluminijskih kotača
| Stroj za popravak aluminijskih kotača | AWR22 | AWR25 | AWR28 | AWR32 | |
| CNC kontroler | Upravljanje zaslonom osjetljivim na dodir 17" LCD zaslon | ||||
| Maks.gutljaj preko kreveta Dia. | 610 | Φ635 | Φ770 (30') | Φ880 (34') | |
| Maks.Veličina aluminijskog kotača opterećenja | 22 inča | 22 inča | 28 inča | 32 inča | |
| Podesivi hod nosača u smjeru X | 100 mm | 100 mm | 100 mm | 100 mm | |
| Poprečni hod klizača (mm) | 300 | 320 | 390 | 450 | |
| Širina tračnice (mm) | 260 | 300 | 330 | 400 | |
| Duljina tračnice (mm) | 500 | 700 | 750 | 750 | |
| Vrsta stezanja | 10' stezna glava /samocentrirajuća | 12' stezna glava/samocentrirajuće stezanje kotača | 16' stezna glava/samocentrirajuće stezanje kotača | ||
| Vrsta sonde | Sonda ili laser | ||||
| Raspon brzine vretena (RPM) | 50~2500 | 50~2500 | 50~2000 | 50~1800 | |
| Kontrola brzine vretena | Automatski | Automatski | Automatski | Automatski | |
| Provrt vretena (mm) | Φ60 | Φ60 | Φ82 | Φ82 | |
| Maks.veličina stupića alata | 25×25 mm | 25×25 mm | 25×25 mm | 25×25 mm | |
| Stanice nosača alata | 4 položaj | 4 položaj | 4 položaj | 4 položaj | |
| Min.jedinica za podešavanje motora | (Z) duga 0,001 mm | ||||
| (X) križ 0,001 mm | |||||
| Brzina kretanja pošte | (Z) duga 8m/min | ||||
| (X) križ 6m/min | |||||
| Snaga motora | 4KW | 4kw | 5,5KW | 7,5KW | |
| Hrapavost površine | Ra 0,8-1,6 | ||||
| Veličina stroja | (D׊×V) (mm³) | 1900*1400*1750 | 2100*1500*1750 | 1990 × 1600 × 1860 | 2470×1660×2080 |
| Veličina paketa (mm) | 2000*1400*1750 | 2200*1500*1950 | 2150×1750×2100 | 2620×1810×2300 | |
| Neto težina | 1300 kg | 1700 kg | 2000 kg | 2500 kg | |
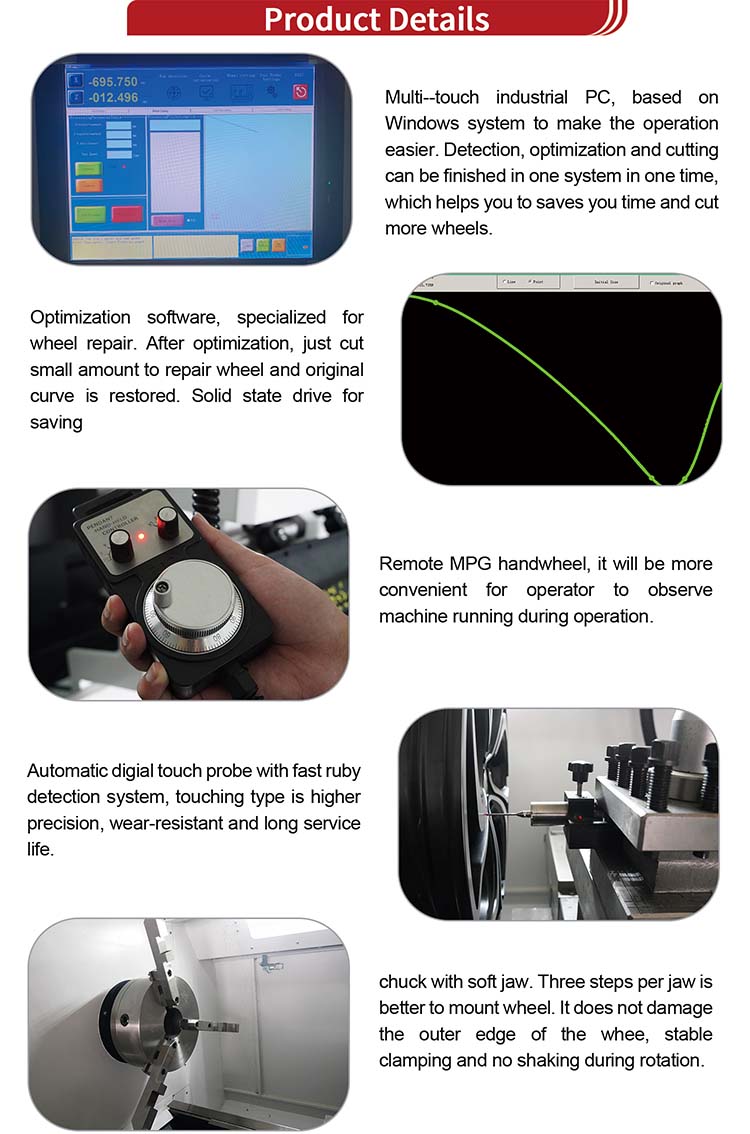
Značajke
1. Multi--dodirni industrijski PC,temeljen na Windows sustavu za lakši rad.Detekcija, optimizacija i rezanje mogu se završiti u jednom sustavu u jednom trenutku, što vam pomaže da uštedite vrijeme i izrežete više kotača.
2. Softver za optimizaciju, specijaliziran za popravak kotača.Nakon optimizacije, samo odrežite malu količinu za popravak kotača i izvorna krivulja je vraćena.Solid State disk za uštedu.
3. Daljinski MPG ručni kotač, operateru će biti zgodnije promatrati rad stroja tijekom rada.
4. Automatska digitalna dodirna sonda s brzim rubin sustavom detekcije, tip dodirivanja je većipreciznost, otpornost na habanje i dug radni vijek.
5. stezna glava s mekom čeljusti.Tri koraka po čeljusti bolje je montirati kotač.Ne oštećujevanjski rub whee, stabilno stezanje i bez podrhtavanja tijekom rotacije.
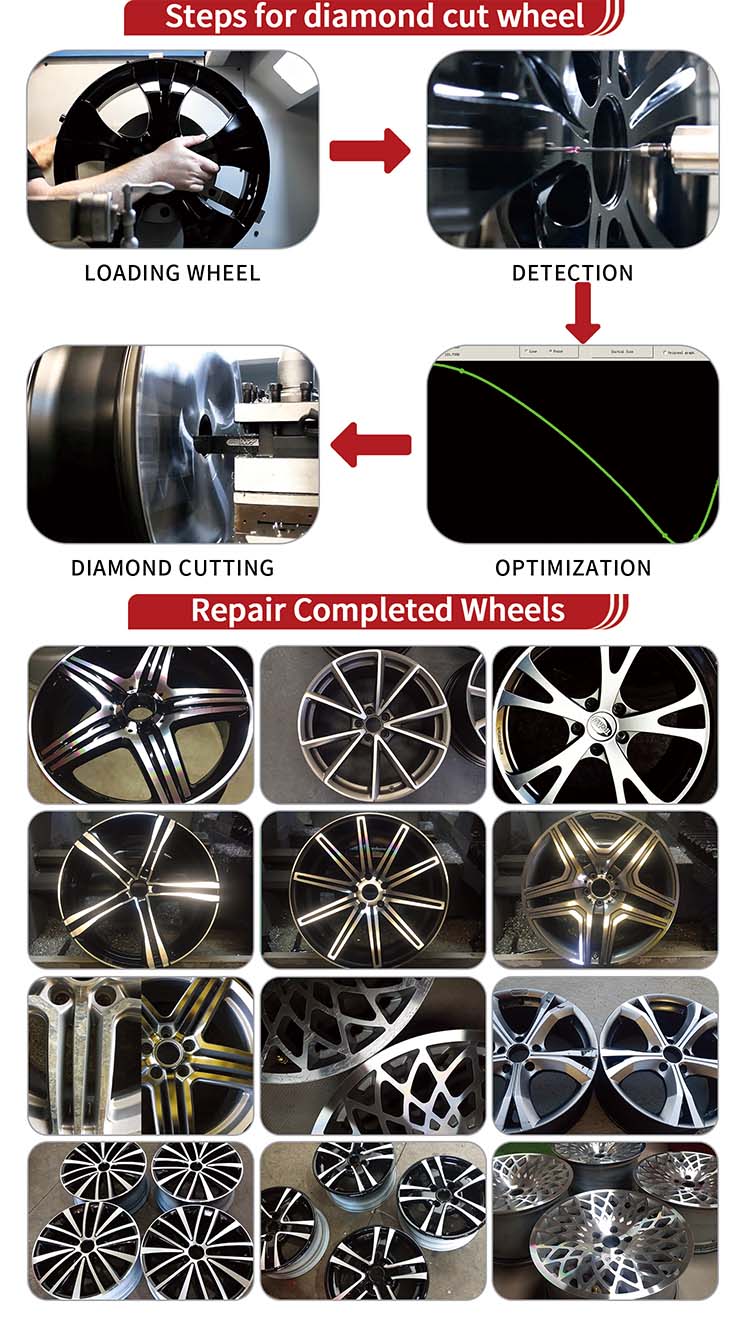
Koraci za dijamantsku brusnu ploču
1. Kotač za utovar: Postavite glavčinu kotača koji treba popraviti u pravilan položaj.
2. Detekcija, infracrvena sonda detektira površinu glavčine.
3. Optimizacija, namjenski operativni sustav analizira i integrira podatke.
4. Dijamantno rezanje, početak obrade.